
News
Finding the Sweet Spot: Carbon Steel Cutting Speed vs. Blade Wear (2026 Data)
25 May February 2026 | Lionnord Industry
Every machine shop knows the headache of cutting carbon steel. You load up a fresh blade, dial in your feed rate, and start the cut. But halfway through the batch, the teeth are dull, chipped, or stripped completely.
Tooling costs eat directly into your profit margins. If you push your machines too hard to meet tight production deadlines, you burn through blades and risk part rejection due to poor surface finish. On the flip side, if you slow the machine down to save the blade, your cycle times drag, bottlenecks form, and you lose money on wasted labor and machine time. Finding the exact balance often feels like an expensive guessing game.
That’s why our engineering team at LionNord Industry compiled the 2026 Carbon Steel Cutting Speed vs. Blade Wear Report. We ran thousands of hours of field tests to replace old rules of thumb with hard, actionable data. Here is what the latest numbers say about optimizing your speeds, feeds, and tool life.
The 2026 Data: How Speed Dictates Wear
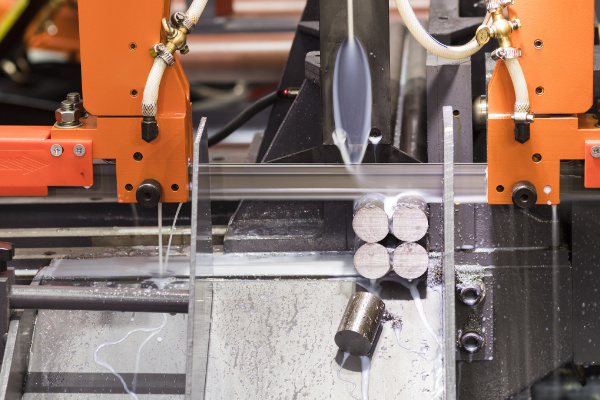
Carbon steel grades—such as 1018, 1045, and A36—are tough, stringy, and generate immense heat at the shear zone during a cut. The LionNord Industry report tracked blade degradation across standard bimetal and carbide-tipped bandsaw blades.
The data revealed a harsh reality: the relationship between cutting speed and blade wear is not linear; it is exponential. Here is how different speed zones impact your tooling based on our 2026 testing:
The Conservative Zone (80 - 100 SFM): At these lower Surface Feet per Minute (SFM) speeds, heat generation is minimal. Blade wear drops to its lowest point, extending tool life by up to 35% compared to baseline averages. However, material removal rates (MRR) are incredibly slow, making this unprofitable for high-volume production.
The Sweet Spot (120 - 150 SFM): This is the optimal operational window. At these speeds, the blade forms a clean, C-shaped chip that carries heat away from the cutting zone. LionNord Industry data shows that operating within this specific range maximizes MRR while maintaining a predictable, steady wear curve on the blade teeth.
The Danger Zone (180+ SFM): Pushing standard carbon steel past 180 SFM results in catastrophic heat buildup. Our 2026 data shows that for every 10% increase in cutting speed past 160 SFM, blade life plummets by nearly 40%. The extreme friction leads to thermal cracking and rapid abrasive wear on the tooth edge.
3 Critical Factors Influencing Blade Degradation
While cutting speed is the primary driver of wear, our report highlights three variables that operators must control to get the most out of their tooling:
Coolant Concentration: Speed generates heat, but coolant dictates how that heat is managed. Running a high-quality synthetic or semi-synthetic coolant at a rich concentration (typically 8% to 10% for carbon steel) significantly reduces thermal shock and lubricates the cut, mitigating abrasive wear at higher speeds.
Consistent Feed Rate: If your feed rate is too light, the teeth will rub against the work-hardened surface of the steel rather than cutting into it. This instantly dulls the blade. A heavier, consistent feed forces the teeth to bite, reducing friction and extending tool life.
Tooth Pitch (TPI) Selection: Running the wrong TPI for your material thickness guarantees premature failure. Too many teeth in the cut causes gullet overloading and stripping; too few teeth causes straddling and snagging.
To help troubleshoot common cutting issues, we’ve answered the most frequent questions operators ask about carbon steel machining.
What is the recommended cutting speed for carbon steel?
For standard carbon steel alloys, the recommended cutting speed is typically between 100 and 150 SFM (Surface Feet per Minute) when using high-speed steel or bimetal blades. For carbide-tipped tools, speeds can safely range from 200 to 300 SFM depending on the exact alloy and machine rigidity.
How does cutting speed affect tool wear?
As cutting speed increases, cutting temperature rises rapidly. Heat is the primary cause of tool failure. Pushing speeds just 20% past the recommended limit can reduce blade life by up to 50% due to thermal degradation and softening of the cutting edge.
How do you reduce blade wear when cutting steel?
To reduce wear, ensure constant and generous coolant flow directly at the cut, maintain an aggressive enough feed rate so the blade actually cuts rather than rubs, and strictly adhere to the manufacturer's recommended SFM parameters for your specific metal grade.
Stop Guessing. Start Optimizing.
You don't need to sacrifice productivity to save your tooling. By staying within the optimized speed zones and managing your heat, you can cut carbon steel efficiently and profitably.
For a deeper dive into the metrics, or to find the exact cutting tools engineered for these parameters, reach out to the team at LionNord Industry. We build the tools and supply the data you need to keep your machines running and your margins high.
 English
English chinese
chinese
